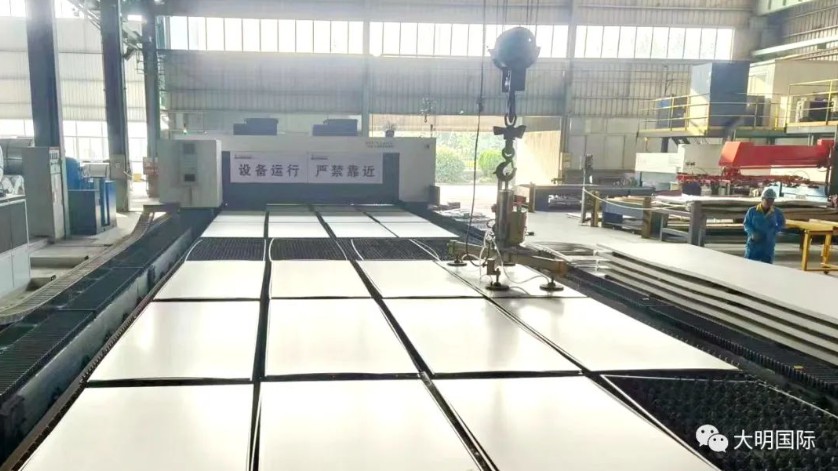
一起来看杭州加工中心深加工车间“龙头”工艺—切割,是如何在3.8亩的狭小地盘(仅占厂区总面积的4%)上“玩转”7台主力设备的。 引进的新设备使得加工速度明显提高,但作业区域不断压缩,集中性下单已成常态化,导致生产车间作业节奏瞬间拉满。 深加工车间的切割、刨边、折弯设备在同一库区顺时摆放,对于多工序加工订单具有天然的效率优势,目前多工序订单占总订单量的60%以上。但同时劣势也较明显,即设备密集度太高,作业空间狭小,相互干涉情况突出。 如何将切割工艺区域“盘活”,保障生产效率和产品质量呢?近期区域优化示例: 比如,针对大族切割机受切割气压作用和齿间隙较大使板材抖动、板底反渣粘连等影响,而出现的切割断面质量欠佳情况。深加工车间重点对大族平台插条进行技术改造,将设备原有铸铁插条改成6mm碳钢插条,齿间隙控制在70mm,通过增加插条密度、齿尖变薄,改善板材抖动和板底反渣现象,进而保障断面质量、优化作业效率。